January 20,2025.
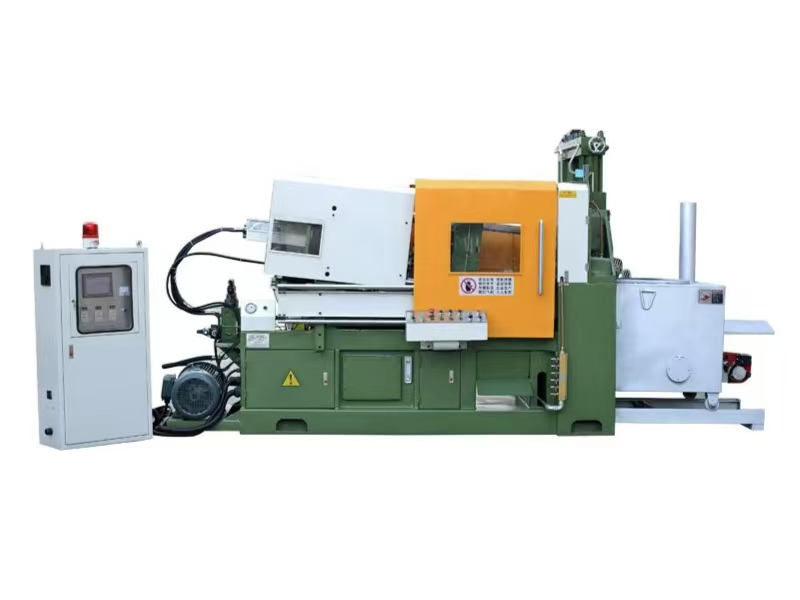
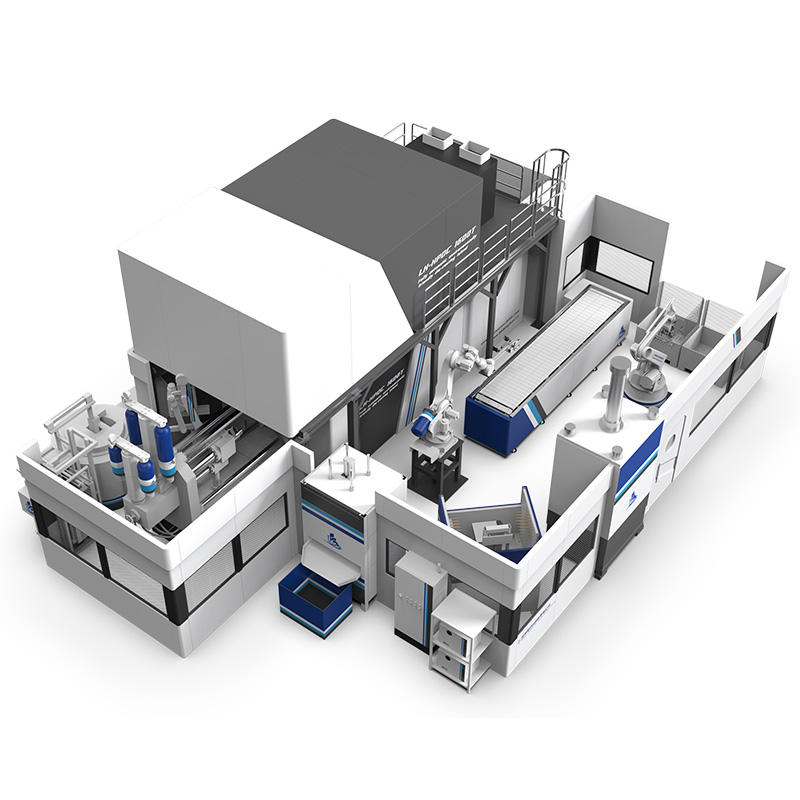
Herzliche Glückwünsche: Bengbu Longhua wird Mitglied der China Foundry Associationï¼ Bengbu Longhua Die Casting Machine Co., Ltd. (nationales High-Tech-Unternehmen/gegründet 1982, unser Unternehmen ist auf die Produktion und Entwicklung von Hochgeschwindigkeits- und hochpräzisen KI-Druckgussmaschinen spezialisiert (Vice President Unit of Anhui Chamber of Import and Export/Ständiges Mitglied und Direktor der Hong Kong Foundry Association/Mitgliedseinheit der China Foundry Association 2013 hat unser Unternehmen aktiv auf den großen Aufruf des Staates reagiert, mit großen Instituten bei der Entwicklung neuer High-Tech-Produkte zusammenzuarbeiten. Unser Unternehmen hat sukzessive mit dem „Hefei Institute of Chinese Academy of Sciences“ * „Bengbu University“ zusammengearbeitet “ * „Anhui Institute of Science and Technology“ und andere große Institute entwickeln gemeinsam: „Hochgeschwindigkeits- und Hochpräzisions-Druckgussmaschinen und Druckgussroboter/große wissenschaftliche und technologische.“ Projekte"! Das Projekt für Forschung und Entwicklung hat die folgenden Auszeichnungen erhalten: 13 nationale Erfindungspatente/93 nationale Gebrauchsmusterpatente/6 Urheberrechtszertifikate für Computersoftware/„1 Zertifikat für den ersten Satz wichtiger technischer Geräte in der Provinz Anhui“/„1 Zertifikat für nationale Intellektuelle“. Produktimplementierung“/„27 Zertifikate für wissenschaftliche und technologische Errungenschaften in der Provinz Anhui“/„5 Longhua-Markenzertifikate“/„2 EU-CE-Zertifikate/Longhua-Druckgussmaschine/Roboter“, „Kältekammer mit künstlicher Intelligenz“. Nationale Normungseinheit für Druckgussmaschinen“, „Hong Kong Foundry“ Ständiges Mitglied/Ratseinheit der Vereinigung“ und andere Auszeichnungen. Bisher wurden Longhua-Druckgussmaschinen in 32 Länder und Regionen exportiert, nämlich: Brasilien, Ägypten, Südafrika, Vietnam, Pakistan, Bangladesch, Uruguay, Indien, Russland, Usbekistan, Turkmenistan, Kasachstan, Kirgisistan, Tadschikistan, Iran, Nordkorea, Ecuador, die Vereinigten Staaten, das Vereinigte Königreich, Italien, Südkorea, Algerien, Mexiko, Aserbaidschan, die Provinz Taiwan in China und andere Länder und Regionen. Longhuas „Hochgeschwindigkeits- und hochpräzise KI-Druckgussmaschine“ und „Druckgussroboter“ helfen dem Land, eine Technologiemacht zu werden und die Welt dazu zu bringen, sich in „Made in China“ zu verlieben!
Weiterlesen