2024-07-01
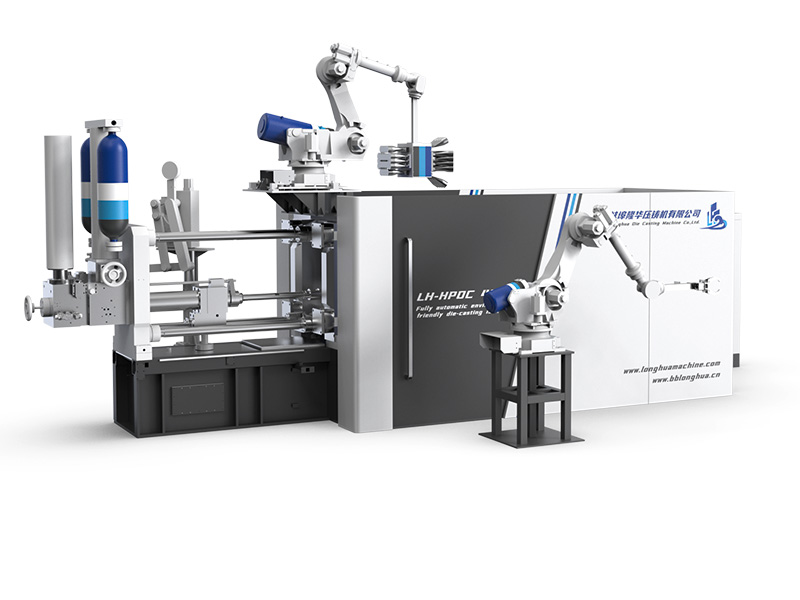
Die Auswahl des richtigen Tiegels für Ihre Druckgussmaschine ist ein wichtiger Schritt, um einen effizienten Druckgussprozess und eine stabile Produktqualität sicherzustellen. Die folgenden Faktoren sind bei der Auswahl eines Tiegels entscheidend: 1. Druckgussmaterialien und Legierungsarten: Als Erstes müssen Sie die Art der Druckgussmaterialien und Legierungen berücksichtigen, die Sie üblicherweise verwenden, z. B. Aluminiumlegierungen, Zinklegierungen, Magnesiumlegierungen usw. Unterschiedliche Materialien haben unterschiedliche Schmelzpunkte und Schmelzeigenschaften. Daher müssen Sie den entsprechenden Tiegel auswählen, um sicherzustellen, dass diese Legierungen richtig erhitzt und isoliert werden können. 2. Tiegelkapazität und Produktionsanforderungen: Wählen Sie einen Tiegel mit der entsprechenden Kapazität basierend auf Ihrem Produktionsmaßstab und der Menge der für jeden Druckgussvorgang erforderlichen Metallflüssigkeitslegierung. Die Kapazität des Tiegels sollte Ihrer Produktionschargengröße und -frequenz entsprechen, um eine kontinuierliche Produktion und Effizienz sicherzustellen. 3. Heizmethode und Energieart: Tiegel werden normalerweise durch Widerstandsheizung oder Gasheizung erhitzt. Wählen Sie eine Heizmethode, die zur Energieversorgung Ihrer Fabrik passt und eine stabile und effiziente Heizleistung gewährleistet. 4. Haltbarkeit und Materialauswahl: Der Tiegel muss beständig gegen hohe Temperaturen, Verschleiß und Korrosion sein, um den hohen Temperaturen und der Erosion von Metalllegierungen im Druckgussverfahren standzuhalten. Die Auswahl von Tiegeln aus hochwertigen Materialien und feuerfesten Materialien kann die Lebensdauer verlängern und die Wartungskosten senken. 5. Steuerungssystem und Automatisierungsfunktionen: Moderne Tiegel sind normalerweise mit fortschrittlichen Temperatur- und Druckkontrollsystemen ausgestattet, um sicherzustellen, dass Metalllegierungen während des gesamten Heiz- und Isolierungsprozesses stabile Prozessparameter beibehalten. Einige Tiegel verfügen auch über automatisierte Steuerungs- und Datenerfassungsfunktionen, die dazu beitragen, die Kontrolle und Konsistenz des Produktionsprozesses zu verbessern. 6. Sicherheits- und Umweltaspekte: Stellen Sie sicher, dass der ausgewählte Tiegel den Sicherheitsstandards entspricht und berücksichtigen Sie seine Auswirkungen auf die Umwelt. Einige Tiegeldesigns umfassen Abgasbehandlungssysteme, um negative Auswirkungen auf die Umwelt zu verringern und die Sicherheit der Bediener zu gewährleisten. 7. Kosteneffizienz und umfassende Überlegungen: Wählen Sie schließlich den geeigneten Tiegel basierend auf Budget- und Finanzierungsbeschränkungen. Berücksichtigen Sie die Anschaffungskosten, Betriebskosten und Wartungskosten, um sicherzustellen, dass die Investition langfristige Vorteile und Produktionsvorteile erzielen kann. Unter Berücksichtigung der oben genannten Faktoren ist die Wahl eines für ein bestimmtes Druckgussverfahren und die Produktionsanforderungen geeign...
Weiterlesen